自己動手焊接LED燈條的技術
LED燈條在照明技術領域很受歡迎。它是創建不同類型照明的便捷解決方案。在安裝過程中,經常需要將兩根條相互連接起來。
如何以及為什麼要連接 LED 膠帶的各個部分
LED 燈條成捲出售。並不總是需要完整的線圈,通常你需要一小塊布,由單個電壓源供電。可以切割實心織帶 - 但僅限於特別指定的區域。當您在現場組裝膠帶時,它們必須串聯連接,或者每個部分必須由自己的電纜從自己的電源供電,這在經濟上是不可行的,並且不會增加系統的可靠性。
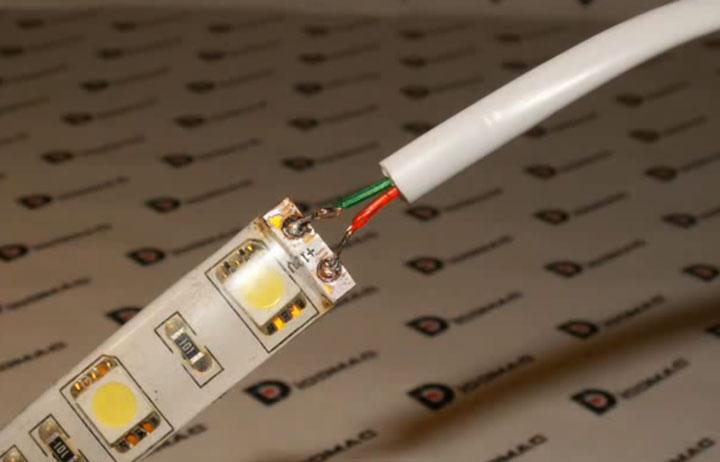
您可以將條帶與電線條連接 - 考慮到極性,每兩條膠帶通過兩條電線相互連接。如果 RGB 或 RGBW,必須符合帶材兩端導體的連接。電線的橫截面必須設計為帶材所有部分的全電流。
| 導體橫截面,平方毫米 | 0,5 | 0,75 | 1 | 1,2 | 1,5 |
| 允許電流,A | 11 | 15 | 17 | 20 | 23 |
如果手頭沒有桌子,您可以使用經驗法則——1平方毫米橫截面的銅導體可以承載10安培的電流。這個值被高估了,實際上通過這種橫截面的允許電流至少要低兩倍(取決於鋪設方式)。但是在這裡沒有在較小的方面犯錯誤的風險,這可能會導致不愉快的後果。另外,在露天敷設時,導體的橫截面不僅要提供載流能力,還要有足夠的機械強度,所以在這些情況下導線的粗細被高估了。
焊接或連接器
為此目的,連接器似乎非常方便。它們使您無需使用其他工具即可快速將兩條膠帶相互連接起來。實際上,並非一切都像乍看之下那麼好:
- 使用連接附件時,接點面積小;
- 這種方法不能保證接觸墊被壓緊。

這兩個因素都會導致連接點處的瞬態電阻增加。碳帶消耗的電流很高,可能高達幾安培。這會導致觸點過熱、燒穿和完全失去電連接。在最壞的情況下,它可能導致火災。此外 開路的銅觸點容易氧化這會導致更大的電導率損失、熱量損失、更多的氧化等等。假設每個連接有 4 個不可靠來源(兩側各有 2 根電線), 一個好的工匠的選擇是明確的 - 只有焊接。
工具和材料
焊接過程本身並不難,但需要一些技巧。因此,那些從來沒有拿過烙鐵的人最好在鐵絲上練習。

要進行焊接,您將需要:
- 烙鐵 一個 30-40 瓦的烙鐵。較小的功率不會充分加熱焊接點,並將整個過程變成一種折磨。增加功率很容易導致焊點過熱,尤其是在您沒有經驗的情況下。使用焊台更方便,但價格昂貴,只焊幾條膠帶就買不經濟。
- 通量.這可以是經典的松香。像 LTI 這樣的軟或液體助焊劑更容易使用。硬松香可以粉碎並溶解在酒精中。
- 焊接.您幾乎可以使用任何具有足夠熔點的焊料。例如,經典的 PIC-60 或其他鉛錫焊料。可以使用純錫,但價格昂貴且沒有優勢。

重要的! 切勿使用液體和軟酸基助焊劑!在焊接助焊劑是不可避免的飛濺。以後如果酸液沾到LED的導體或焊點上,勢必會造成腐蝕,從而導致燈帶性能下降。
焊接後去除助焊劑殘留物也不會傷害酒精或丙酮。您還需要銅線(最好是柔性絞線)和準備它的工具:
- 剪線鉗將電線剪成合適的長度;
- 用於剝去絕緣層的剪線鉗(最好使用專用剝線器);
- 要密封焊接點,您需要適當直徑的管道膠帶或熱縮管。
如果該過程將在沒有助手的情況下進行,則可以方便地使用帶有夾子的支架作為“第三隻手”。
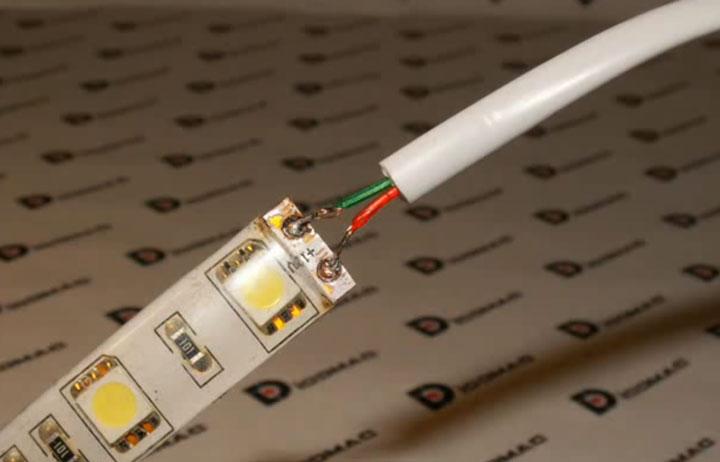
將導體焊接到焊盤的過程
首先,您必須準備電線:
- 切 必要長度的電線;
- 用剪線鉗或專用拉拔器在5-7毫米的距離處去除兩側絕緣層。
接下來,焊接表面應該鍍錫。剝去的線端應塗上助焊劑:
- 如果使用液體助焊劑,剝離區域應該用它潤濕;
- 如果使用軟助焊劑,應充分塗抹無絕緣層的末端;
- 如果使用松香,則需要熔化少量,並將其轉移到自由部分,使多芯線浸入助焊劑中,並且單芯表面完全浸透。
該視頻詳細描述了鍍錫線的過程。
接下來,你需要用烙鐵的刺來畫一點焊料。實心線的表面應四面覆蓋鉛錫熔體。當用熔融焊劑對絞合線施加熱刺時,絞合線會立即被焊料浸濕。
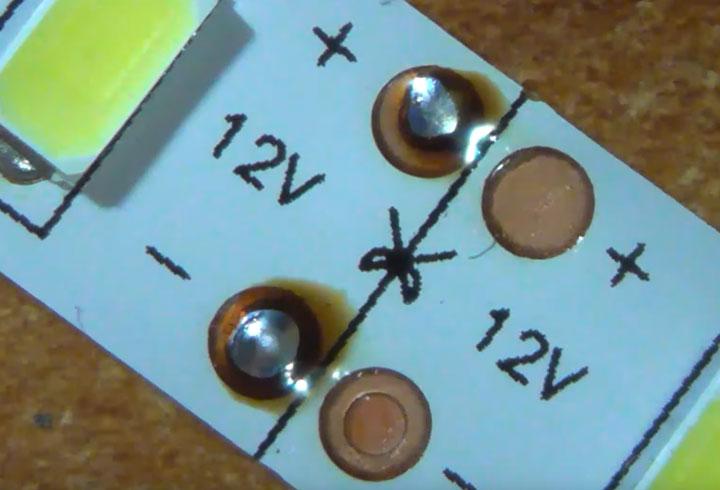
墊也用熔融、液體或軟焊劑潤濕並以相同方式燒製。焊料應該足以在焊盤上形成一個小金屬凸塊。
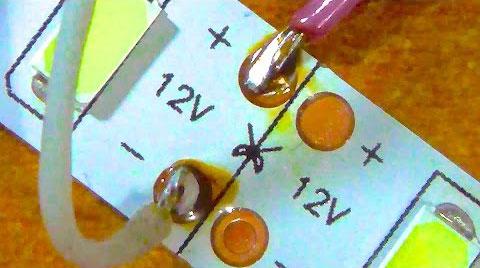
接下來,再次用助焊劑對鍍錫表面進行鍍錫不會有什麼壞處。之後,您需要將電線以直角放置在焊盤上,並用帶有少量焊料的烙鐵加熱連接處。焊接 LED 燈條的速度應該足夠快,以免損壞布的基礎。為了加速焊料的冷卻,建議在焊接處用力吹氣。完成工作後,應用酒精或丙酮將助焊劑殘留物洗掉。
如果膠帶有矽膠塗層
室外安裝使用矽膠膠帶很方便。將導體焊接到這樣的燈帶上的過程幾乎相同,但在開始之前,您需要用刀將接觸墊區域的矽膠去除,然後才能按照通常的方式焊接 LED 燈帶。

如有必要,工作完成後,您可以使用透明矽酮密封膠密封切割區域,但只能使用中性成分。酸性會導致導體和組件腐蝕。
如何實現優質焊接
美麗、整潔、優質的焊接伴隨著經驗。但是可以通過立即採取簡單的點來縮短學習曲線:
- 烙鐵頭應鍍錫良好。如果是銅,應該用銼刀去毛刺,去除煙灰並賦予工作表面必要的形狀。接下來,您需要插入烙鐵,稍微加熱後將刺浸入助焊劑中並等待它達到工作溫度。之後,您應該用一塊焊料快速擦拭工作表面。 如果您以前沒有使用過,建議在堅硬的表面上鍛造 - 這將減少燃燒的趨勢並延長其使用壽命。
- 如果是電鍍鋼,則不應使用銼刀去毛刺 - 很容易撕掉所塗的層,工作表面將無用。這是不可能的,你將不得不把它扔掉。出於同樣的原因,你不能用酸性助焊劑對這種刺痛進行鍍錫——它會“吃掉”塗層。
- 如果使用帶溫度控制的烙鐵,則必須將烙鐵頭的溫度設置為比焊料的熔點高 5-10 度。如果不這樣做,那麼由於安裝錯誤和焊料中金屬的比例不准確,刺針將無法將焊料變成液體,而只會使其變成糊狀狀態。在這種情況下,不值得談論質量焊接。 熔點見下表。
- 在維修和焊接過程中不要吝嗇助焊劑。之後可以用溶劑去除多餘的助焊劑和飛濺物。
- 根據需要使用盡可能多的焊料。過多的焊料不會影響焊接質量,但缺少焊料則不會形成可靠的連接。
- 在盡可能短的時間內焊接導體以避免底座過熱。
- 取下烙鐵頭後,在焊料凝固之前,要焊接的導體應該完全固定——“第三隻手”對此非常有用。
| 焊錫類型 | PIC-33 | PIC-40 | IOS-60 | POS-90 |
| 熔點 | 247 | 238 | 183 | 220 |
一般來說,LED燈條的焊錫導體並不難。你只需要基本的技能和勤奮。